創業者/育ての親 小田嶋 修三
創業から50年に亘り当社の基礎を固め育てた小田嶋とは、どのような人物だったのでしょうか。
シンフォニアテクノロジーには2人の創業者がいます。生みの親・辻󠄀湊と育ての親・小田嶋修三です。
当社は創業から今日に至るまで100年を越える歴史があり、「技術オリエンテッド」を一貫したポリシーとして、事業を展開してきました。率先垂範で技術オリエンテッドを体現し、このポリシーを当社の根幹としたのが小田嶋でした。
創業5ヶ月後に入社
小田嶋は1887(明治20)年、岩手県生まれ。京都帝国大学電気工学科を卒業し、関西の有力電機メーカーであった奥村電機商会に就職、1917(大正6)年には30歳で設計課長をしていました。
その年の5月、鳥羽造船所に電機工場を竣工して創業したばかりの当社にとって、当時の最先端技術である電機というパイオニアワークを進められる人材の確保はものすごく重要なことでした。
鳥羽造船所の実質的な最高責任者で、新たに電機事業を始めた当社生みの親の辻湊は、事業の将来性を熱心に語って小田嶋を誘いました。小田嶋は辻の人柄に惚れ込み、思い切って鳥羽造船所の電機事業に身を投じました。
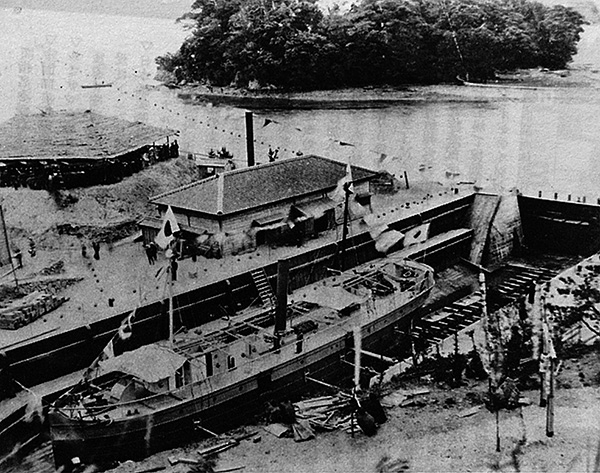
小田嶋が鳥羽に来たその日は、鳥羽造船所が鈴木商店系列になって最初の新造船である紫尾山丸の進水式が挙行され、町中がお祭りムードだったといいます。
小田嶋は電機事業のトップとなって活動を始めましたが、残念ながら電機事業は鳥羽造船所のお荷物事業のままでした。この状況を打開するために、先端を行く欧米の状況を肌で知るために洋行しようと思い立って辻に直訴、辻はこれをすぐに快諾しました。
1920(大正9)年7月に小田嶋は横浜を出港して、2週間後に米国のシアトルに上陸。米国では1年の間に意欲的に工場を視察しました。
当時、世界最大の電機メーカーだったGE(ゼネラルエレクトリック)をはじめ、ウエスチングハウス、サンガモ、センチュリー、エマソン、ワグナー、カトラーハンマー、アリスチャーマーなどの電機各社、自動車のフォード、写真機のコダック、時計のウォルサム、鉄道車両では高級寝台車のブルマンカー客車製造所、工作機械のブラウンシャープ、ギショルト、アクメノルトン、シンシナチなど、主要企業の工場を100ヶ所近く視察しています。
さらにその間、マサチューセッツ工科大学のサマースクールで工作機械過程を受講し、修了しました。
ニューヨークでは、人造絹糸の研究開発を行っていた帝人の創業者・久村清太氏と会っています。鳥羽電機工場は帝人から人絹製造の重要なカギとなるポットモータの試作を依頼され、取り組み始めていたのです。
その後欧州に渡り、英国では鈴木商店のロンドン支店長で、のちに日商(現・双日)を創業する高畑誠一氏の歓待・援助を受けました。
小田嶋は欧州でも意欲的に工場視察を行いました。英国では代表的電機会杜B・T・H、トラフォードパークのメトロポリタンビッカースなど。ドイツではシーメンス、シュッケルト、ハルスケ、AEG、クルップ、エ作機械メーカーのJEライネッカーなど。チェコスロバキア、オーストリア、スイス、イタリア、フランス、ベルギーなどにも回り、スイスではブラウンポベリー、エリコン、水車やポンプで有名なエッシャ―ウイスやズルツァーなどを視察しました。
独自技術・製品で生きると宣言

視察の間に、会社の情況は急変していました。第一次大戦後の不況により1921(大正10)年、鳥羽造船所は同じ鈴木商店系列の神戸製鋼所傘下に統合、厳しい経営を余儀なくされていました。小田嶋にも帰国命令が出たため視察を切り上げ、1922(大正11)年2月、神戸に帰港しました。
小田嶋は会社に戻ったものの、資金難のため欧米視察の成果を大々的に導入できる状態ではありませんでした。流れ作業と分業によるテーラーシステムも試みましたが、創業したばかりで小規模な生産を行っていた当社には適していませんでした。
それでも欧米視察の結果、当社にとって非常に重要な決定が下されました。それは、「他と異なった何か特色ある技術・製品で生きるべき」という原則を打ち立てたことです。
小田嶋は視察により、先進国である欧米の会社はそれぞれ自社の特徴をもった技術・製品に力を入れ、それにより厳しい競争を勝ち抜いていることを見抜いていました。そして、当社もこれからは独自技術・製品で生きていくことを宣言したのです。
100年後の今日まで、当社が技術オリエンテッドを経営の根幹としているのは、まさに、このときの小田嶋の方針を貫いてきたからだといえるでしょう。
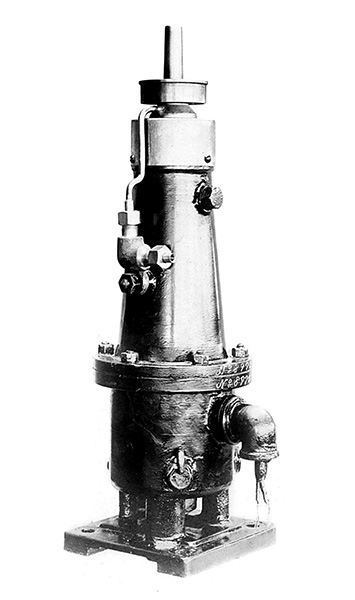
こうした方針の下で、当社は人造絹糸製造の核心技術であるポットモータの開発に全力を注ぎました。
ポットモータは、国内の各社が最初から開発を断念するほど難しい製品だったのですが、周波数を上げて高速回転させるなど、当時の常識を破る技術を注ぎ込んで製品を開発しました。
はじめはすぐに壊れてしまうような製品でしたが、改良を重ねて信頼性を高め、1923(大正12)年には生産台数が1万台を突破、当社の累積赤字を解消して経営基盤を確立することができました。
その後、国内では圧倒的な地位を占め続け、性能面でも世界トップレベルとなりました。ピーク時の1934(昭和9)年には7万3,000台ものポットモータを生産し、日本の人造絹糸生産を世界一に押し上げることに貢献しました。
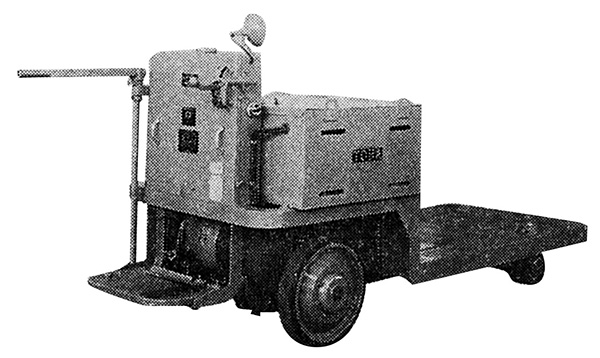
このほか、米国の工場内で盛んに用いられていた蓄電池式運搬車の開発も始めました。これは戦前にはバッテリートラックや電気バス、戦後はバッテリーロコ、搬送台車、空港用特殊車両として花開き、当社の産業用車両事業の基礎となりました。
教育に情熱を注ぐ

小田嶋は教育にも熱心でした。当時、現場の教育は先輩のやっていることを見ながら学んでいく徒弟制のようなものでしたが、1918(大正7)年11月、見習工に対して中堅職工に育成するための教育を電機部門でスタートさせました。
翌1919(大正8)年11月には造船、造機、電機の3科からなる鳥羽造船職工養成所を設立しました。これはのちに神鋼電機鳥羽青年学校として国の認める学校となり、さらに神鋼電機職業訓練学校、そして現在の能力開発センターに受け継がれています。
小田嶋は1935(昭和10)年には神戸製鋼所取締役鳥羽電機製作所長、1943(昭和18)年には常務取締役となりました。
戦後の1948(昭和23)年、公職追放により辞任しましたが、神戸製鋼所が3分割され当社が神鋼電機として設立された翌年の1950(昭和25)年、追放解除と同時に当社顧問役として復帰しました。
1959(昭和34)年の5ヶ年計画において、小田嶋は「生産会社の最大要素は製品の品質良好である。そのためには資本の増大、設備の整備を必要とするが、最も大事な点は『人』の問題である」としています。小田嶋の人材重視の姿勢は当社創業時から一貫して変わらないものだったのです。

